深夜的工地上,一聲“鋼筋套筒擰不動”往往讓班組長心急如焚。要么絲扣卡死、進退兩難,要么旋合后外露絲扣仍超2絲,驗收紅燈高懸。癥結究竟藏在哪里?經二十年現場經驗的老師傅反復驗證:十之八九,禍起鋼筋絲頭。

一、絲頭隱患,三大典型誘因
鋼筋絲頭的加工質量,直接決定套筒連接的成敗。常見病根有三:
螺紋尺寸失準。同批絲頭長短不齊、螺距偏差大,多因鋼筋裝卡定位偏移、行程限位調節不當,或滾絲輪磨損、緊固螺絲松動。一旦滾軋量過大,套筒便如遇“死扣”,任憑加力扳手也無濟于事。
端面粗糙不平。套絲前未用切割機將端面切平,端面與軸線不垂直,絲頭自然難以順暢引入套筒內螺紋,強行旋入只會損傷牙型。
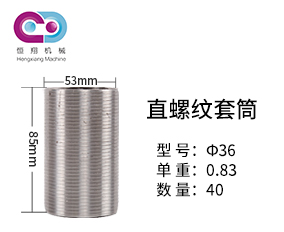
規格匹配性差。不同直徑鋼筋對應不同螺距——Φ16~Φ22 套筒螺距為2.5mm,Φ25~Φ32 為 3.0mm,且牙型角須嚴格一致。若套筒與絲頭“門不當戶不對”,即便勉強套上,也無法保證設計要求的連接強度。因此,優選正規鋼筋套筒廠家至關重要——大廠出廠前均用螺紋通止規逐批校驗,有效規避此類“先天缺陷”。
二、現場快速排查,三步立見分曉
發現套筒擰不到位,不必急著返工,按以下三步精準診斷:
第一步:校驗絲頭精度。使用環規檢測鋼筋絲頭:通規應能順利旋入并達到規定長度,止規旋入不得超過3扣。抽檢比例不低于10%,合格率不得低于 95%。
第二步:檢查端面平整度與有效螺紋長度。端面不平者,用砂輪切割機重新切平;有效螺紋長度不得小于套筒長度的1/2,否則有效咬合面積不足。
第三步:核驗套筒自身質量。使用塞規檢測鋼筋套筒:若發現套筒存在“大小頭”、內螺紋損傷或偏心等缺陷,應立即聯系鋼筋套筒廠家更換,嚴禁強行使用。
三、防患于未然的小竅門
在批量加工絲頭時,建議在滾絲機旁放置幾只同規格套筒,每加工一批便試擰幾根,及時發現偏差,避免大批量報廢后再返工。對于采用冷擠壓套筒連接的項目,雖無需車絲,但同樣須嚴格核對套筒與鋼筋的公稱直徑、擠壓參數及壓痕間距,確保工藝評定數據與設計圖紙一致。
參考行業標準
《鋼筋機械連接技術規程》JGJ 107-2010
《鋼筋機械連接用套筒》JG/T 163-2013
《普通螺紋公差》GB/T 197(絲頭 6f 級精度依據)