直螺紋套筒用無縫鋼管和圓鋼加工,在成品質量上有哪些區別?
在建筑行業,直螺紋套筒至關重要。橋梁、高鐵、地鐵、超高層,鋼筋接頭全靠它來“擰”在一起,市面上做直螺紋套筒的原材料大部分都是45#圓鋼和無縫鋼管,那么這兩種原材料做出來的套筒質量區別在哪里?今天我們從以下幾個方面進行詳細闡述,供大家進行參考。

一、加工工藝分析
45#圓鋼加工直螺紋套筒屬于“鉆孔型”工藝,由于原材料為實心棒料,必須通過鉆孔、車削等多道工序將其轉化為中空套筒。具體流程如下:
依據設計長度對45#圓鋼進行鋸切下料;在毛坯中心鉆孔,該工序對精度和冷卻要求嚴格,直接決定后續壁厚均勻性;隨后對內孔進行粗車以去除毛刺和硬化層,同時車削外圓以清除氧化皮并保證外徑尺寸,再精車內孔至滿足螺紋加工的尺寸與粗糙度要求;之后利用專用機床在鋼筋套筒內壁加工出直螺紋牙型;最后經防銹處理及逐件檢驗合格后包裝入庫。”
圓鋼工藝的顯著特點是材料去除量大(鉆孔產生的鐵屑約占整材重量的30%~50%),工序鏈長,對設備精度和操作人員技能要求較高。
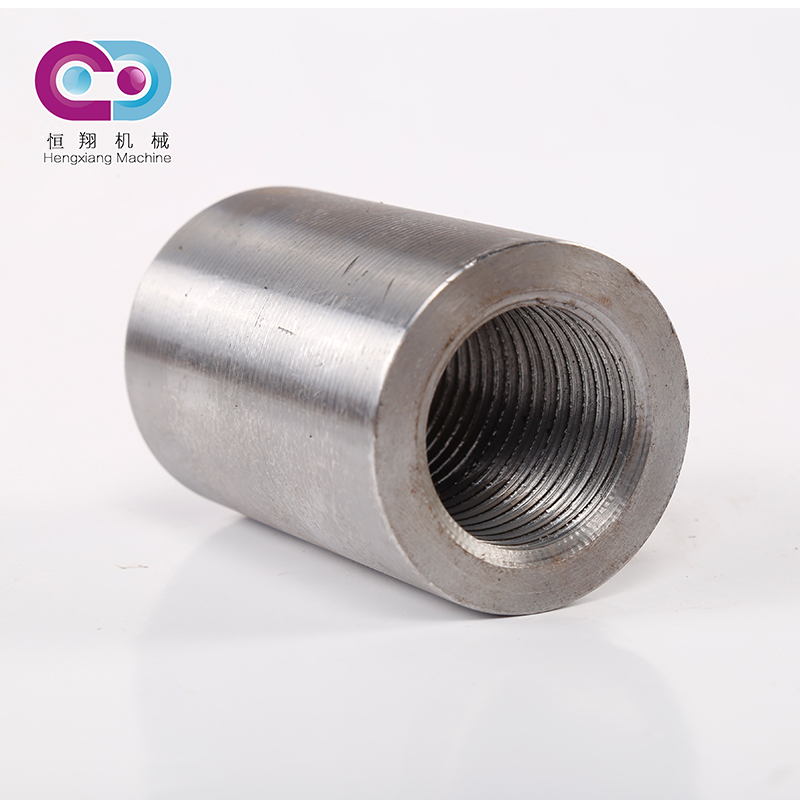
而無縫鋼管本身就是中空型材,因此加工直螺紋鋼筋套筒時可省略鉆孔和粗車內孔的工序,流程更為簡潔
按規格對無縫鋼管定尺切管并控制端面垂直度,隨后對管段內孔和外圓進行少量車削以修正橢圓度或壁厚偏差(加工余量遠小于圓鋼),再在套筒內壁直接加工直螺紋(滾絲時須實時監控滾絲輪精度、壓力及進給速度,確保牙型完整、螺距均勻),最后經防銹處理并逐件檢驗尺寸、螺紋與外觀,合格后包裝入庫。
無縫鋼管工藝的核心優勢在于省去鉆孔環節,大幅縮短生產周期,提高材料利用率,同時減少因鉆孔帶來的偏心風險。
二、直螺紋套筒質量判定的關鍵指標:
材質性能:直螺紋套筒用鋼的碳含量、抗拉強度、屈服強度及延伸率等,必須符合45#鋼或相應等級鋼管的標準要求。優質材料經適當退火后,內應力小,力學性能穩定。
尺寸精度:涵蓋套筒外徑、長度、壁厚及同軸度等,直接影響與鋼筋的配合。
螺紋精度:包括螺紋中徑、牙型角、螺距和旋合長度等,是保證連接承載力的核心要素。
力學性能:套筒組裝后的接頭抗拉強度、殘余變形和最大力總伸長率等,須滿足JGJ 107規定的Ⅰ級或Ⅱ級接頭性能要求。
三、無縫鋼管和45#圓鋼的優勢和局限
45#圓鋼加工直螺紋套筒的優勢在于:原材料來源穩定,材質成分和力學性能易于檢測和追溯;規格適應性廣,可按需定制任意外徑和長度;質量透明度高,不存在管材“等級混淆”的問題;適合小批量、多品種的生產模式。局限性主要是工序比較多,加工成本高(鉆孔、粗車、精車等);損耗也比較高,無論是哪種原材料,都一定要選擇靠譜的鋼筋套筒廠家應該
無縫鋼管加工直螺紋套筒的優勢在于:工序少,生產周期短,設備投資較低;材料利用率高(較圓鋼提升約20%~30%);壁厚均勻性好,螺紋加工精度易于保證;無需鉆孔,避免了偏心廢品。但是局限性也有,這種鋼管對原材料質量依賴性強,若采購低等級鋼管,成品風險較大;采用冷拔鋼管時須嚴格執行退火工藝,否則內應力殘留會影響力學性能;管材規格受市場供應限制,非標尺寸定制靈活性不如圓鋼。
四、選型建議
無縫鋼管理論層面,同等材質和工藝條件下,無縫鋼管加工的直螺紋套筒在壁厚均勻性、螺紋精度和力學性能上具有一定優勢。但是在實際市場層面,圓鋼加工的直螺紋套筒因原材料質量可控、等級明確,其成品質量穩定性往往更為可靠;而部分低價無縫鋼管套筒因材料等級不足,反而存在質量隱患。
無論選擇哪種原材料,直螺紋套筒的質量核心在于材質等級是否符合標準、加工工藝是否嚴格受控、檢測手段是否完善。建議采購方優先要求鋼筋套筒廠家提供型式檢驗報告、第三方力學性能檢測報告及工藝過程控制記錄,并定期對成品進行抽檢。畢竟直螺紋套筒屬于工程的關鍵連接件,切不可僅以成本為導向。
參考行業標準
JG/T 163-2013《鋼筋機械連接用套筒》
JGJ 107《鋼筋機械連接技術規程》
GB/T 699《優質碳素結構鋼》
GB/T 8162《結構用無縫鋼管》
GB/T 17395《無縫鋼管尺寸、外形、重量及允許偏差》
GB 1499.2《鋼筋混凝土用鋼 第2部分:熱軋帶肋鋼筋》